Polimer borulardan yapılmış iletişimleri onarmak veya değiştirmek ister misiniz? Kendiniz yeni bir boru hattı kurarak kaptanın çağrısında tasarruf etmenin kötü olmadığını kabul edin. Ancak sistemin bireysel unsurlarını birbirine nasıl bağlayabileceğinizi ve bunun için neyin gerekli olduğunu bilmiyorsunuz.
Makalemizde, polipropilen boruların kaynak teknolojisi detaylı olarak açıklanmıştır - herhangi bir acemi tesisatçı bunları kendi elleriyle bağlayabilir. Plastik elemanlara katılmak için bir havya nasıl kullanılacağını düşünmeniz için neye ihtiyacınız olduğunu anlatacağız. Hangi durumlarda başka yöntemlerin kullanıldığını göstereyim.
Acemi ustaya yardımcı olmak için, polipropilen ve fotoğraf resimlerinin kaynak adım adım sürecini gösteren ayrıntılı video klipler seçtik.
Borular ve montaj aksesuarları
Polimer boruların tartışılmaz avantajlarından biri montaj kolaylığıdır.
Elemanların montajı hemen hemen her yerde yapılabilir: duvarlara açık bir şekilde döşenir veya zeminin altına gizlenir.

Polipropilenden yapılmış su borularının kaynağı doğru bir şekilde gerçekleştirilirse, monte edilen sistem düzenli olarak birkaç yıl boyunca onarım yapmadan hizmet edecektir.
Polimer borular 20 ila 110 mm çaplarında mevcuttur. Ev işleri için en sık kullanılan ürünler 20/25/32/40 mm boyutlarındadır. Uygulama alanı malzemenin nominal basıncının göstergesini belirler.
İşaretlemede, harflerle belirtilir "PN":
- PN 10 - soğuk su beslemesi yapmayı seçin.
- PN 16 - soğuk su için kullanılır, ancak daha yüksek bir basınç ile ve aynı zamanda "sıcak zemin" sisteminin düzenlenmesi.
- PN 20 - Tek sınırlayıcı, içinden taşınan sıvıların sıcaklık rejimi olan ürünler. 75 ° C'yi geçmemelidir.
- PN 25 - sıcaklığı 90 ° C'ye ulaşan hem “soğuk” hem de “sıcak” sistemleri düzenlemek için kullanılan evrensel ürünler.
Satışta ek takviye ile donatılmış polimer ürünleri bulabilirsiniz.

Güçlendirilmiş ürünler, sıcaklık dalgalanmaları sırasında ortaya çıkan doğrusal genleşmeyi azaltmak için gerekli durumlarda uzun bölümlere döşemek için kullanılır
Polimer boruların ana özelliği, onları bükmenin imkansızlığıdır.
Bu nedenle, döşenen karayolunun yörüngesindeki tüm değişiklikler sadece yardımcı bağlantılarla birbirine bağlanmış düz bölümlerden yapılır:
- haçlar - ana akımın dallanma olasılığı için;
- tee - akım çarpanları;
- kaplinler - boruları düz bir bölüme bağlamak için;
- vurgun - boru hattının yönündeki değişiklikler için.
Bağlantı parçaları, polimer boruyu metal elemanlara bağlamayı mümkün kılan gömülü bir metal iplik ile donatılabilir.

Dikişleri mümkün olduğunca güçlü ve sıkı hale getirmek için, birleştirilen elemanların çaplarının tam olarak eşleşmesini sağlamak önemlidir.
Yardımcı elemanları seçerken, iki parametre temel alınmalıdır: ürünlerin iç kısmı ve duvarlarının kalınlığı. Bu parametreler, kullanılan polipropilen boruların teknik özelliklerine uygun olmalıdır.
Polimer boruları birleştirme yöntemleri
Polimerik malzemelerden yapılmış boruları birleştirirken, kurulum koşullarına bağlı olarak, iki yöntemden biri kullanılır:
- lehimleme - elemanların erimiş uçlarının ısıtılmasını ve birleştirilmesini içerir.
- Lehim yok - boruların sıkıştırma bağlantılarından veya “soğuk” kaynağın uygulanmasıyla bağlanmasını içerir.
İkinci kurulum yöntemi, uygulanması için özel ekipman kullanmaya gerek olmaması açısından uygundur. Tüm işler basit bir alet - bir kıvrım anahtarı kullanılarak yapılabilir.
Resim Galerisi
Fotoğraf
PP boruları bağlamak için cihaz
Kaynak makinesindeki nozullar ve mandreller
Polimer borular için kaynak makinesinin çalışması
Hazırlanan plastik boruların bağlantısı
Duvar kalınlığı 4 mm'den fazla ve çapı 50 mm'den fazla olan bir polipropilen boru, alın kaynağı yöntemiyle bağlanır:
Resim Galerisi
Fotoğraf
Bir yazılım borusunun alın kaynağı için cihaz
Kaynak için ısıtma diskleri seti
Alın kaynağından önce bir polimer borunun kesilmesi
Kaynak makinesinde boru ısıtması
Bağlantı araçları
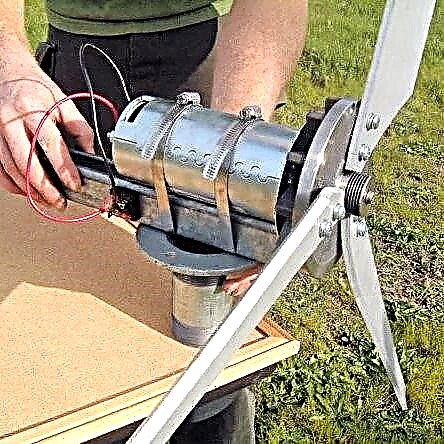
Plastik boruları bağlamak için kullanılan ana alet kaynak için bir demirdir. Bu bir 220V ağ ile çalışan bir tür havyadır. Cihazın çalışma prensibi oldukça basittir. Ütünün ısıtma elemanının rolü, metal bir kasaya yerleştirilmiş bir kaynak ısıtıcısı tarafından gerçekleştirilir.
Memeleri ısıtan önceden belirlenmiş bir sıcaklığa kadar soba ısıtır. Sıcaklık kontrolörü, memelerin optimum sıcaklığının korunmasından sorumludur. Okumanızı tavsiye ettiğimiz aşağıdaki makale, polipropilen borulara katılırken lehimleme ve tipik hatalara ayrılmıştır.

Demir, şekillendirilmiş ürünler için borular ve mandreller için bir manşon yerleştirmek için koltuklarla donatılmış kompakt ve hafif bir kaynak cihazıdır.
Ütü, standart boyutlarda ısıtma nozulları ile birlikte verilir. Belli bir sıcaklığa ısıtarak, propileni elemanların sıkıca bağlanmasını sağlayacak bir viskoziteye yumuşatırlar.
Memeler, kullanılan boruların çapına bağlı olarak seçilir:
- 20. boyut - yarım inç çapında borular için;
- 25 - 0,75 inç çapında ürünler için;
- 40 - Kesiti 1,25 inç olan elemanlar için.
Böyle bir kaynak makinesinin maliyeti oldukça yüksek olduğundan ve zaten çok sık kullanılmasına gerek olmadığından ekipman satın almak mantıklı değildir. Bir veya iki gün boyunca bir araç kiralamak daha iyidir.
Kaynaklı bölümlerin yüksek kalitede kesilmesi ve hazırlanması için, bu amaç için tasarlanmış özel bir alet kullanmak en iyisidir - bir boru kesici. Yardımı ile pürüzsüz, pürüzsüz ve güzel bir kesim elde edebilirsiniz.

Boru kesicinin kesme elemanının rolü paslanmaz çelik bir bıçak tarafından gerçekleştirilir; kullanım kolaylığı için, alet kauçuk bir sap ile donatılmıştır
Bir boru kesicinin olmaması için, metal için bir taşlama veya demir testeresi ile çalışma yapılabilir. Tek şey, saçakın bu tür aletlerden sonra kesme noktasında kalmasıdır. Ancak bir zımpara kağıdı şeridini sıyırıp çıkarmak zor olmayacaktır.
İş için temel araçlara ek olarak, aşağıdakilere de ihtiyacınız olacak:
- Meydan;
- bina bandı;
- basit bir kalem veya işaretleyici.
Boruları soğuk kaynakla bağlamayı planlarken, polyester veya epoksi reçinesi veya önceden kauçuk bazlı termoplastik analoğu yapılmış termoaktif yapıştırıcı satın almak gerekir.
Lehimleme teknolojisinin ana aşamaları
Polimerlerden yapılmış bir sıhhi tesisat veya ısıtma sisteminin başarılı bir şekilde kurulması için temel koşullar, gerekli malzemenin dikkatli bir şekilde hesaplanması ve elemanların iyi yapılmış kaynağıdır.
Aşama # 1 - malzeme ve bileşenlerin hesaplanması
Çalışmanızı kolaylaştırmak ve böylece kurulum hatalarını en aza indirmek için yapmanız gereken ilk şey, gelecekteki sistemin, üzerindeki dönüş ve dal sayısını gösteren bir diyagram çizmektir. Boru sayısını hesaplarken, segmentin her uzunluğuna “penetrasyon” için harcanan 25-40 mm eklenmelidir.

Polimer ürünlerinin ve kurulumları için gerekli şekillendirilmiş elemanların fiyatı düşüktür ve bu nedenle, genellikle operasyonun başında ortaya çıkan kusurlu lehimli çiftler durumunda, küçük bir tedarik yapmak mantıklıdır
Henüz polipropilen boruları kaynaklamak zorunda kalmadıysanız, deneyimli uzmanlar, ön eğitim için birkaç boru bölümü bile satın almanızı önerir. Bu maliyetler düşük bir fiyatla gelir ve sistemin kurulumu sırasında brüt hatalardan kaçınır.
Polipropilen boruların bir özelliği, yüksek sıcaklıkların etkisi altında doğrusal genleşme katsayısındaki bir artıştır.
Sonuç olarak: sistem içindeki basıncı ısıtırken veya arttırırken, borular zamanla uzar ve sarkmaya başlar. Bu fenomeni önlemek için, 4-5 metreden daha uzun bölümler döşerken, kompansatörlerin kullanılması da gerekecektir.

Kompansatörler, sistemin çalışması sırasında güvenilirliğini sağlayan sarılmış halkalara benzeyen “П” şeklinde bağlantı elemanlarıdır
Kompansatörler, iki sabit destek arasına monte edilerek hem yatay hem de dikey bölümlere monte edilir. Gerekirse, boru hattının açısal kıvrımlarında doğrusal genleşmeyi ortadan kaldırabilecek özel bir modifikasyonun kompansatörlerini de satın alabilirsiniz.
Eklemlerde sızıntı olmaması için polipropilen boruların düzgün bir şekilde nasıl kaynaklanacağını öğreneceğiz.
Aşama # 2 - Boru hattı elemanlarını lehimleme
Kısaca, polipropilen boruların kaynağı için teknolojinin özü, yüksek sıcaklığın etkisi altında, birleştirilen elemanların uçlarının ısıtılması ve birbirine sıkıca bağlanmasıdır.

Lehimleme yaparken güçlü bir bağlantı oluşturmak için borunun kendisi dışarıdan ısıtılır ve birleştirilmesinde yer alan yardımcı elemanlar içeriden ısıtılır. Şekilde, eylemlerin sırası: 1 - işaretleme; 2 - istenen saniye sayısını ısıtın; 3 - 2 segmenti birbirine bağlarız; 4 - soğutmadan önce önerilen saniye sayısını koruyoruz
Çalışmaya başlamadan önce, belirtilen uzunlukta kesilen boru parçaları çarpma ve çapakları ortadan kaldırır. Boruda bir iç veya dış folyo tabakası varsa, önce iyi bilenmiş ve ayarlanmış bıçaklarla donatılmış bir kesici ile temizlenmelidir.
Bir kesici kullanarak sıyırma yaparken, boru durana kadar aletin içine doğru derinleştirilmelidir.
Kendin yap plastik boru kaynak işi aşağıdaki sırayla gerçekleştirilir:
- Ekipmanı 260-270 ° C'lik optimum sıcaklığa kadar ısıtmak için PP boruların havyasını güç kaynağına bağlayın.
- Birleştirilecek boru segmentleri aynı anda nozullara konarak en eşit girişi sağlar. Bu çalışma hızlı ve güvenli bir şekilde yapılmalıdır.
- Bağlantı parçaları ve boru uçları eriyene kadar talimatlarda belirtilen süreye dayanarak, elemanları ısıtma memelerinden çıkarırlar.
- Erimiş uçları birbirine hafifçe yerleştirin, 15-20 saniye boyunca hafifçe birbirine bastırın.
- Bağlı parçalar statik bir pozisyonda bırakılır, böylece dikiş tamamen soğur ve eklem monolitik hale gelir.
Isıtma süresini ekipmanla birlikte verilen talimatlardan veya aşağıdaki tabloyu kullanarak belirleyebilirsiniz.

Birleştirilen elemanların tamamen polimerleşmesini sağlamak için ısıtma süresi, ürünlerin çapına ve duvarlarının kalınlığına bağlıdır.
Tabloda belirtilen ısıtma süresi gerekliliklerini ihmal etmek imkansızdır. Yetersiz ısınma güvenilir bir bağlantı sağlayamaz. Aşırı ısınma, polipropilenin “sızmasına” ve parçaların deforme olmasına neden olur.
Sonuç olarak: kaynakların iç yüzeyinde, boru hattının çapını önemli ölçüde azaltacak çıkıntılar oluşur.

Segmentlerin ısıtma elemanına giriş derinliğini kontrol edebilmek, böylece bir kusur olasılığını azaltmak için, uçlarında kesiklerin önceden yapılması arzu edilir. Açıklama: 1 - bir polipropilen boru hattının iki segmentinin ısıtılması; 2 - boruların havyadan zamanında çıkarılması; 3 - iki elemanın birbirine bağlanması; 4 - doğru bağlantıyı yapmak için derz derinliği boru üzerinde işaretlenir
Yaklaşık 20 saniye süren polimerizasyon ve katılaşmanın tamamlanmasından sonra, eklem hazırdır. Aynı teknoloji kullanılarak, sonraki tüm düğümler, ısıtma sistemi veya polipropilen su borusu tamamen monte edilene kadar muzaffer bir uca lehimlenir.
PP boruların lehimlenmesinin sıcaklık parametreleri, bağımsız ev ustalarının çalışmaya başlamadan önce kesinlikle aşina olmaları gereken makalede verilmiştir.
PP boruların kaynağı için hızlı fotoğraf kılavuzu
Aşağıdaki adım adım fotoğraf seçimi, bir polipropilen boru hattının montajı ve parçalarının bağlanmasıyla ilgili çalışma sırasını görselleştirmeye yardımcı olacaktır:
Resim Galerisi
Fotoğraf
Adım 1: Boyutları tasarlamak için boruları kesin
Adım 2: Kaynak makinesinin çalışmaya hazırlanması
Adım 3: Bağlantı Bölümlerini İşaretleme
Adım 4: Derz yüzeylerinin yağdan arındırılması
Adım 5: Güçlendirilmiş boruya katılmaya hazırlanma
Adım 6: Boru takviye folyosunun çıkarılması
Adım 7: Kaynak yapılacak parçaların demire takılması
Adım 8: Kaynakların Birleştirilmesi
Tipik kurulum hataları
Polimer ürünleriyle çalışırken yeni başlayanların yaptığı ana hatalar:
- Isıtma parçaları. Isıtma sırasında parçalar en eşit konumda olmalıdır. En ufak bir yer değiştirme tüm tesisat sisteminin çalışma parametrelerini olumsuz etkileyebilir.
- Dock polimerize uçları. Elemanların erimiş uçlarına basarken, parçaları kendi ekseni etrafında döndürmek imkansızdır. Bu, dikişin yeterince güçlü olmamasına yol açabilir.
- Hizalama Hizalama. Elemanları birleştirirken, prosedürünün süresi 1-2 saniyeden fazla olmayan hizalamalarının sadece hafif bir ayarlamasına izin verilir.
Bir başka önemli nokta: bağlantı parçalarını bağlantı parçaları ile lehimlerken, vanaların yerini dikkate almak ve onlara tam bir tam vuruş sağlamak gerekir.

Isıtmalı polipropilen o kadar hızlı soğur ki, kurulumun tamamlanmasından itibaren bir saat içinde sisteme su sağlamak güvenlidir.
Elemanları birleştirdikten sonra herhangi bir dikiş şüphesi ortaya çıkarsa, eklemi kesmek ve yeniden yapmak daha iyidir.
Kusurların giderilmesi en iyi yapının kurulum aşamasında gerçekleştirilir, çünkü çalışan bir sistemde sızan bir eklemin değiştirilmesi çok daha problemlidir.
Lehimlemeden elemanların montajı
Sıkıştırma fittingleri ve modern yapıştırıcıların kullanılması, polipropilen boruların montajını verimli, hızlı ve minimum malzeme yatırımı ile gerçekleştirmeyi mümkün kılar.
Seçenek # 1 - Sıkıştırma rakorunun takılması
Bu bağlantı yöntemini uygulamak için sıkıştırma bağlantı parçaları satın almanız ve bir sıkma anahtarı kullanmanız gerekir.

Sıkıştırma armatürleri, şok impuls yükleri durumunda (basit rakor somunların aksine) damper görevi gören sızdırmazlık kelepçeleme halkaları ile donatılmıştır.
Sıkıştırma armatürünün montajı üç ana aşama içerir:
- Borunun ucuna mavi bir somun dik açılarda kesilir ve çapakları alınır. Beyaz bir kıvrım halkası yerleştirirken, kalınlaştırılmış parçanın borunun kuyruğuna doğru yönlendirildiği bir pozisyon vermek gerekir.
- Boru, kelepçeleme halkasını maksimuma iterek durana kadar bağlantı parçasına yerleştirilir.
- Mavi somunu sıkın, önce elle "baiting" yapın ve ardından bir anahtarla güçlendirin.
Sıkıştırma fitinglerinin montajı özel bilgi ve beceri gerektirmez. Ürünler satışa hazır halde teslim edilir. Kurulumları herhangi bir sıcaklık koşulunda yapılabilir.
Seçenek # 2 - yapıştırma elemanları
Tutkal yöntemi, sadece soğuk suyun taşınması planlanan bir su tedarik sistemini monte etmek için kullanılır. "Soğuk" kaynak yöntemini uygulamak için, LN-915 tipi "agresif" yapışkan bileşim kullanmanız gerekecektir.

Tutkal, birleştirilen parçaların yüzeylerini üçte bir oranında çözebilir, böylece soğuk difüzyon kaynağı için koşullar yaratabilir.
Ellerin cildini bileşimin kazara girmesinden ve aktif bileşenlerinin “aşınmasından” korumak için, yapıştırma prosedürleri en iyi koruyucu eldivenlerle yapılır.
Ürünleri bağlarken yapılacak işlemlerin sırası:
- Birleştirilen bölümlerin kesme açılarının uygunluğunu kontrol edin ve yerleri bir kalemle yapıştırmak için işaretleyin.
- Birleştirilecek boruların uçları temizlenir ve yağdan arındırılır.
- Düz bir tabaka halinde boruların uçlarına ve bağlantı parçalarının fişeklerine yapışkan bir tabaka uygulanır.
- Boru kesimleri, kurşun kalemle yapılan işaretlere odaklanarak bağlantı parçasının deliklerine yerleştirilir. Yapı üç dakika boyunca sabit bir pozisyonda tutulur, daha sonra fazla kompozisyon bir peçete ile çıkarılır.
- Birleştirilen elemanlar düz bir yüzeye serilir ve tamamen kuruyana kadar 5-6 saat bekletilir.
Yapıştırma kalitesini kontrol etmek için su akıtın, kurulumun tamamlanmasından sadece bir gün sonra mümkündür.
PP boruları monte etmek için bu teknolojiyi uygularken, iki temel koşulu gözlemlemek önemlidir: sıcaklık ve nem koşulları. Tüm çalışmalar +5, +35 ° C hava sıcaklığında yapılmalıdır. Sıcak havalarda yapıştırma yaparken, kurulum tamamlanmadan önce yapıştırıcının kuruması için zaman kalmaması için iş mümkün olduğunca hızlı yapılmalıdır.
Lehimleme ve yapıştırma borularının süreçlerinin karmaşıklıklarını aşağıdaki videolardan öğrenebilirsiniz:
Video # 1. Borular nasıl lehimlenir:
Video # 2. Lehimsiz su temini grubu:
Acemi bir usta için bile kendi kendine hizalanan polipropilen borular üzerinde çalışmak özel zorluklara neden olmamalıdır. Sadece tüm teknolojik standartlara açık ve bilinçli bir şekilde uymak gerekir. Ve sonra kendiniz toplanan boru hattı sizi sorunsuz bir şekilde memnun edecektir.
Lütfen aşağıdaki bloğa yorum yazınız. Tartışmalı konular hakkında sorular sorun, site ziyaretçileri için yararlı olabilecek bilgileri paylaşın. Yazıları kendi görüşünüzle bırakın, makalenin konusuna fotoğraf gönderin.